تئوری پیش زمینه فرآیند ESR از حدود سال 1930 مطرح شد اما حرکت اصلی و عمومی در جهت به کارگیری این روش 30 سال بعد یعنی از دهه 1960 آغاز شد . شمش فولادی که از طریق فرایند ESR بدست میآید دارای دانه بندی ویژه میباشد، چون ذوب الکترود به آرامی و منظم صورت می گیرد و محصول بدست آمده کاملاً همونیژه و فاقد هیچگونه جدایش و حباب است. امتیاز بالای این محصول از خواص مکانیکی خوب آن ناشی میشود، استفاده محصولات ESR معمولاً در توربینها، فضاپیماها، هواپیما، قالب های ابزاری و . . . . میباشد.
دسته بندی فرآیند ESR
امروزه فرایند ESR در سه دسته طبقه بندی میشود:
- ذوب مجدد در مجاور هوا : در این روش ذوب مجدد در مجاورت اکسیژن و نیتروژن انجام میشود و جذب آنها توسط سرباره در طی فرایند وجود دارد.
- ذوب مجدد تحت گاز خنثی : در این روش بین الکترود و سطح سرباره گاز خنثی همچون آرگون دمیده میشود و جذب اکسیژن و نیتروژن به حداقل میرسد.
- ذوب مجدد تحت خلاء : در این روش بجز اصلاح ساختاری ، کاهش ناخالصی اکسیدی و اصلاح ناخالصی گازهای محلول در شمش ریخته شده نیز کاهش مییابد.
تاثیر فرآیند ESR بر کیفیت محصول تولیدی :
- هموژینیتی ترکیبی و ساختاری
- گوگرد زدایی موثر
- تمیزی بالاتر فولاد از طریق حذف موثر ناخالصی های اکسیدی
- بهبود خواص مکانیکی فولاد
- ایجاد دانه بندی ویژه
- حذف جدایش ترکیبی و حفرات انجمادی و گازی
- افزایش کارپذیری
فرآیند ESR چگونه می تواند فلزات را دوباره ذوب کند؛
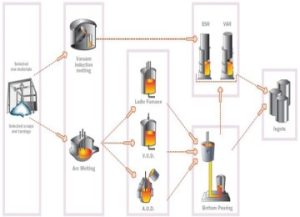
در فرآیندESR ابتدا الکترود از جنس ماده اولیه در کوره ذوب و سپس در اتمسفر محیط ریخته می شود، پس از نصب برروی دستگاه با نزدیک کردن انتهای الکترود به کف قالب ، قوس اولیه زده شده و حرارت ناشی از آن پودر سرباره را گرم و به تدریج ذوب می کند.
ناخالصی های غیرشیمیایی نیز وارد واکنش با سرباره می شوند و یا به صورت فیزیکی روی سطح حوضچه مذاب شناور می شوند. بقیه ذرات ناخالصی باقیمانده از نظر ابعادی بسیار ریز بوده و به صورت یکنواخت در شمش ذوب مجدد شده توزیع شده اند.
با پیشرفت فرآیند کم کم لایه های زیرین در اثر انتقال حرارت مناسب از دیواره های قالب آبگرد انجماد حاصل کرده ساختاری یکنواخت را به دست می آورند. در ادامه با زیاد شدن ارتفاع شمش تصفیه شده در سیستم های با قالب ثابت صفحه پایه با حرکت متناسب با روند انجام فرآیند شروع به پایین آمدن کرده و اگر صفحه پایه ثابت و قالب به صورت متحرک طراحی شده باشد، مجموعه قالب با سرعت مناسب و تدریجی بالا کشیده می شود.
فرآیند ESR تحت اتمسفر کنترل شده :
امتیازات و مزایای این روش نسبت به ذوب مجدد در اتمسفر محیط موارد زیر می باشند:
1- جذب پایین هیدروژن (کمتر از 0.5ppm)
2- حصول میزان اکسیژن بسیار پایین
3- دستیابی به تمیزی و خواص مکانیکی مناسب
4- حفاظت از اکسیداسیون عناصر واکنش پذیر همچون Al,Ti,Zr در آلیاژهای مهندسی پیچیده
5- نگهداری میزان نیتروژن در سطح بسیار پایین و جلوگیری از جذب آن در طی فرآیند ذوب مجدد
6- حفظ میزان گوگرد افزایش یافته در سرباره های اسیدی اشباع از گوگرد (مورد کاربرد در خصوص تولید فولادهای خوش تراش قالب پلاستیک)
7- کنترل بهینه مقدار نیتروژن افزایش یافته با استفاده از عوامل نیتریدی جامد
8- عملیات ذوب مجدد با بهبود قابلیت تولید مجدد و عدم نیاز به افزودن مداوم عوامل احیایی به سرباره
9- بهبود در هموژنیتی ترکیبی و ساختاری
کاربرد فرآیند ESR
این شیوه نه تنها برای تولید شمش های سبک تری از جنس فولاد های ابزار و سوپر آلیاژها مورد توجه است بلکه شمش های سنگین تر تا 165 تن نیز قابل تهیه با استفاده از این روش خواهند بود. چرا که ساخت بعضی از قطعات مهندسی نیازمند تهیه بلوک های اولیه فولادی با ابعاد زیاد سنگین در حد چندین صدتن است.
این نوع قطعات بخصوص در ژنراتورهای مولد برق که لازم است خروجی در زمان کوتاهی شدیدا افزایش یابد کاربرد دارد. وزن فولاد مورد نیاز در این موارد نزدیک به 450 تن می رسد. در صورتی که اگر قرار باشد از روشهای قبلی تولید شود به مواد اولیه بالای 600 تن نیاز خواهد بود. به طور طبیعی حفظ کیفیت بالا در چنین قطعاتی یعنی قطعاتی با وزن های بالاتر از 200 تن به سادگی عملی نیست چرا که این شمش ها دچار عیوبی هستند که در مراحل بعدی قابل اصلاح نبوده و کارآیی لازم را نخواهند داشت. البته تدابیری برای بهبود در نظر گرفته می شوند اما کافی نبوده و کیفیت شمش از جهت یکنواختی ترکیب شیمیایی و خواص مکانیکی مطلوب نخواهد بود در نتیجه منطقی ترین راه استفاده از ESR است.
ESR همچنین در تولید شمش های توخالی به کار می رود که به طور گسترده در صنایع مختلف مورد استفاده قرار می گیرند.
کاربرد این روش در ساخت قطعاتی چون لوله هایی با ابعاد مختلف ، رینگ ها، محورهای توخالی ، حلقه یاتاقانها، قطعات فولادی توخالی ، میل لنگ ، شاتون ، محورهای بزرگ ملخ هواپیما و… است.
از دیگر کاربردهای ESR می توان به ساخت اجزا و قطعات نظامی ، اجزای توربین بخار و گاز، اجزای هواپیماها، فضاپیماها، موشک ها، لوله و مخازن تحت فشار، قالب ها، پرسهای هیدرواستاتیک ، ابزار پانچ و سوراخکاری ، غلتک های نورد و انواع و اقسام فولادهای مخصوص اشاره کرد.